CENTRO DE RECURSOS > CASO
17.1m AGV‑Ready Lift Platform|4‑Cylinder 8‑Column|Global Air Treatment Leader Case Study


MÍDIA RELACIONADA
COMPARTILHAR
POSTED: 6/25/2026




Visão geral
Tipo de projeto: Heavy‑duty guide rail lift platform (5‑ton, 17.1m ultra‑high travel)
Cliente: A leading global manufacturer of industrial air purification and waste gas treatment systems
Localização: Client’s manufacturing facility
Setor: Industrial air treatment and emission control equipment manufacturing
Função principal: Fully automatic vertical transfer of large filtration units, ductwork sections, and system components across three production floors
Parâmetros principais: 5‑ton capacity, 17.1m travel, platform 2600×3200mm, 4‑cylinder 8‑column structure, Siemens PLC with AGV interlock module
Contexto do setor
This client is a global leader in industrial air purification and waste gas treatment systems, producing large‑scale filtration units, scrubbers, VOCs treatment systems, and ductwork networks. These products are characterised by large dimensions, heavy loads, and modular construction – a single filtration unit can weigh several tons, with duct sections reaching several metres in length.
As the factory expanded and adopted lean manufacturing principles, a critical bottleneck emerged: how to move large system components efficiently and safely between three production floors?
Traditional solutions – forklifts combined with freight lifts – struggled with 17‑metre vertical travel. Forklifts couldn’t enter standard freight lifts directly, requiring multiple handling steps per transfer. This resulted in low material flow efficiency, frequent manual intervention, and increased safety risks. The client needed a system capable of lifting 5‑ton loads to 17 metres while integrating seamlessly with AGVs for fully automated material flow.
Parâmetros básicos
| Parâmetro | Especificação |
|---|---|
| Modelo | Guide rail lift platform (SJD5.0‑17.1) |
| Carga nominal | 5000 kg |
| Lift travel | 17,100 mm |
| Tamanho da plataforma (L×P) | 2600 × 3200 mm |
| Stations | 3 stops / 3 stations |
| Portas de piso | Hard rapid roll‑up doors on each floor |
| Core structure | 4 cilindros, 8 colunas |
| Sistema de controle | Siemens PLC with AGV interlock module |
| Motor | Siemens |
| Electrical components | Schneider |
| Bearings | NSK |
| Características especiais | Pre‑leveling device, full‑height perforated panel enclosure |
| Project date | 2026 |
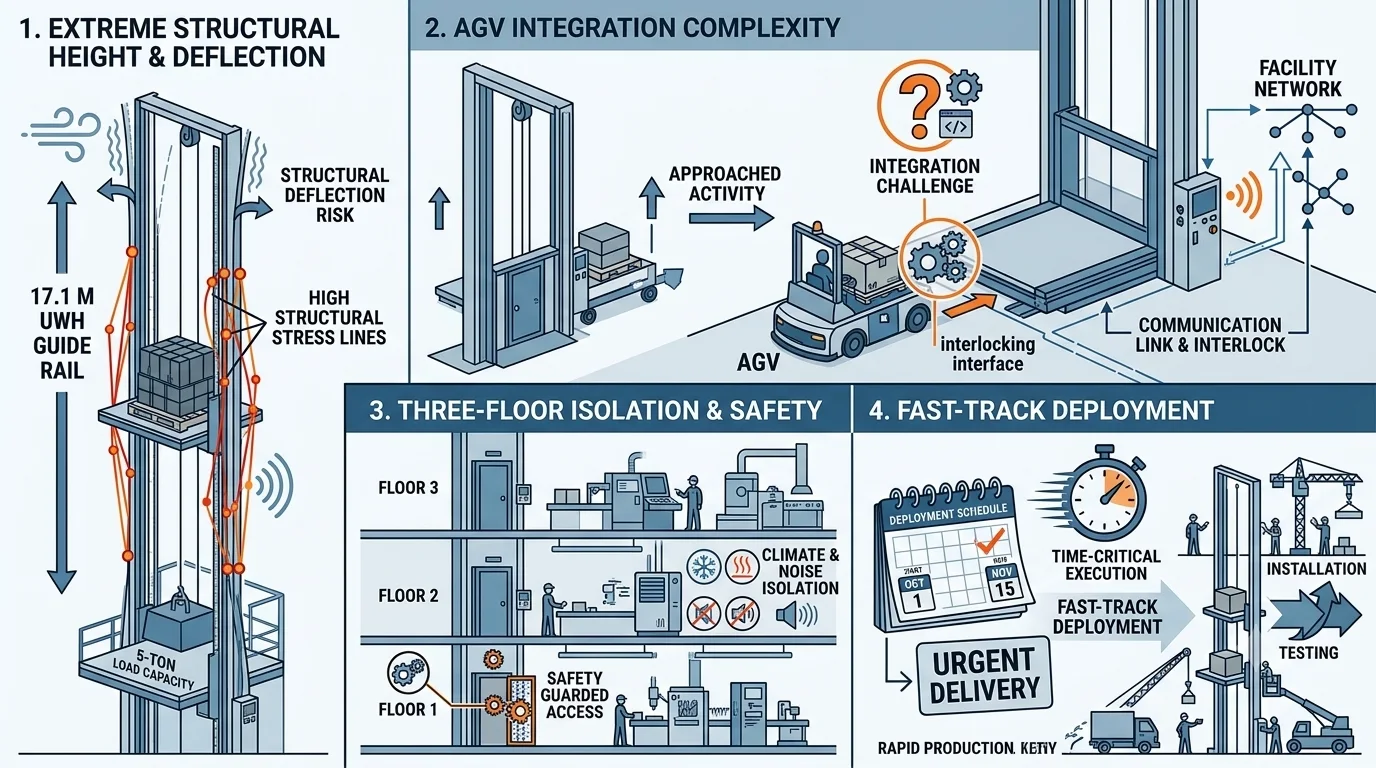
Desafio
- Structural rigidity at extreme height: 17.1m vertical travel places extreme demands on rail verticality, frame bending resistance, and chain tension stability. Conventional lifts are prone to deflection and wobble at such heights.
- Seamless AGV integration: The system had to be “plug‑and‑play” compatible with AGVs, requiring control architecture designed from the outset with AGV communication interfaces and dispatch logic.
- Three‑floor isolation and safety: The lift shaft connects three active production floors, requiring reliable isolation on each level – ensuring safety access control, temperature/noise management, and no bottleneck in material flow.
- Fast‑track deployment: An aggressive project timeline demanded complete design‑to‑delivery within a compressed schedule.
Soluções
Tower‑Grade Structural Design – 4 Cylinders, 8 Columns + Reinforced Rails
Abordagem de design: 17.1m travel with 5‑ton loads required a structural solution beyond standard specifications.
We adopted a 4‑cylinder drive + 8‑guide‑rail support heavy‑duty architecture. The eight rails, closely connected to the columns, together with the platform frame form a highly indeterminate spatial frame structure – redistributing forces through multiple connection points under eccentric loads to effectively suppress tilting and sway. Reinforced rails and precision guidance ensure smooth, wobble‑free operation across the full 17.1m stroke.
Advantage: Achieves stable 5‑ton lifting at 17m height – eliminating deflection and sway risks.
Smart Control with AGV‑Ready Interface – Industry 4.0 Ready
Abordagem de design: AGV integration capability was built into the control architecture from day one – not retrofitted later.
We used a PLC da Siemens with a pre‑integrated AGV communication interface module. Communication supports hardwired connections, RS485, or dry contact signals. Core signal exchange includes:
- AGV sends: call request, target floor, door open/close requests, load in/out confirmation
- Lift sends: current floor, position‑reached signal, door status
Advantage: Direct connection to AGV dispatch systems with no secondary modification – “plug‑and‑play” integration into existing or planned automated logistics networks.
Hard Rapid Door Isolation – Safety and Efficiency Combined
Abordagem de design: Hard rapid roll‑up doors installed on each floor, electrically interlocked with the lift platform – door open → platform cannot move; platform moving → all doors remain closed; platform landed → corresponding door unlocks.
Advantage: Hard doors offer excellent impact resistance and sealing; fast open/close minimises waiting time and does not create a material flow bottleneck.
Modular Design & Fast‑Track Delivery
Abordagem de design: Pre‑engineered modular methodology – design, fabrication, and assembly proceeded in parallel, with on‑site installation synchronised with factory prefabrication.
Advantage: Achieved full design‑to‑delivery within a compressed timeline without compromising quality or specifications.
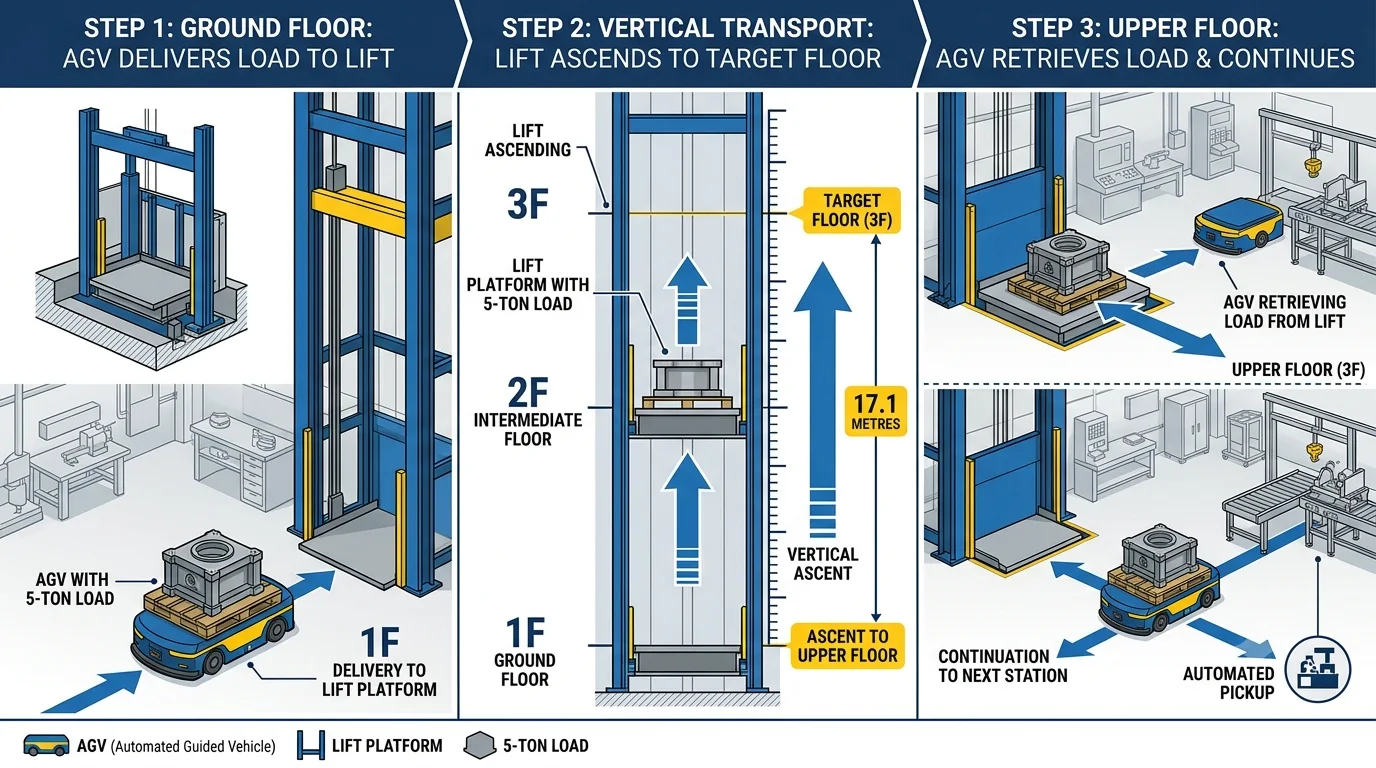
Fluxo de trabalho
Step 1: AGV calls the lift – AGV arrives at ground floor with palletised component and sends an automatic call request.
Step 2: Door opens and load enters – The rapid door opens, the platform levels, and the AGV deposits the load.
Step 3: Vertical transfer – The platform lifts the component at controlled speed to the target production floor.
Step 4: Load exits – The destination floor door opens, and another AGV or workstation retrieves the component for the next assembly step.
Step 5: Cycle repeats – The platform resets, ready for the next cycle – enabling continuous, scheduled material flow with minimal manual intervention.
Certificados de produtos




FAQ
Se você quiser personalizar seu equipamento de manuseio de materiais, por favor Entre em contato conosco →.
















